Полный процесс изготовления монопольных антенных башен: от сырья до заоблачных конструкций
2025-05-16
В современной коммуникационной инфраструктуре монопольные антенные башни стали обычным явлением в городских и пригородных районах благодаря своей простой конструкции, небольшой занимаемой площади и простоте установки. Эти, казалось бы, простые стальные конструкции на самом деле требуют точного проектирования и строгого контроля качества. В этой статье подробно рассматривается весь процесс производства монопольных антенных башен, от проектирования до монтажа, а также раскрывается технология производства, лежащая в основе этой критически важной коммуникационной инфраструктуры.
Контрольный список процесса производства монопольной антенной башни
| Этапы | Ключевые задачи | Проверка качества | оборудования/инструментов | Ответственный отдел. | Статус (✔/✘) |
|---|---|---|---|---|---|
| 1. Проектирование | – Моделирование CAD и расчеты нагрузок | – Проверка ветровой / сейсмической нагрузки | AutoCAD, ANSYS, STAAD.Pro | Инжиниринг | |
| – Спецификация материалов (марка стали) | – Соответствие стандартам | TIA-222 | |||
| 2. Подготовка материала | – Резка и формовка стальных листов | – Допуски по толщине и размерам | Плазменный резак с ЧПУ, Прокатный станок | Изготовление | |
| – Обработка фланцев и опорных плит | – Контроль гладкости поверхности | Токарный станок, Фрезерный станок | |||
| 3. Формовка труб | – Прокатка и сварка продольных швов | – Испытания сварных швов на проплавление (UT / RT) | Роликовые пластины, сварка под сваркой SAW | – Круговая | |
| сварка (секции) | – Проверка овальности (диаметр <1%) | ||||
| 4. Цинкование | – Горячее цинкование (ASTM A123) | – Толщина цинкового покрытия (мин. 85 мкм) | Котел цинкования, Крановое | покрытие | |
| – Осмотр поверхности после цинкования | – Отсутствие подтеков / оголенных пятен | ||||
| 5. Сборка | – Штабелирование и болтовое крепление конических секций | – Проверка момента затяжки болтов | Гидравлический кран, динамометрический ключ | в сборе | |
| – Монтаж платформы / кронштейна антенны | – Отвес (соотношение высот <1:1000) | Теодолит | |||
| 6. Испытания | – Испытание под нагрузкой (150% расчетная нагрузка) | – Отсутствие остаточной деформации | Гидравлические домкраты, Тензометрические датчики | QA/QC | |
| – Анализ собственных частот | –Предотвращение резонансных полос ветра | Анализатор | вибрации | ||
| 7. Покраска | – Грунтовка и полиуретановое финишное покрытие (при необходимости) | – Испытание на адгезию (поперечный рез) | Пистолет-распылитель, DFT gauge | Coating | |
| 8. Упаковка | – Атмосферостойкая упаковка для транспортировки | – Проверка защиты от ударов/вибрации | Стретч-пленка, Деревянные ящики | Логистика |
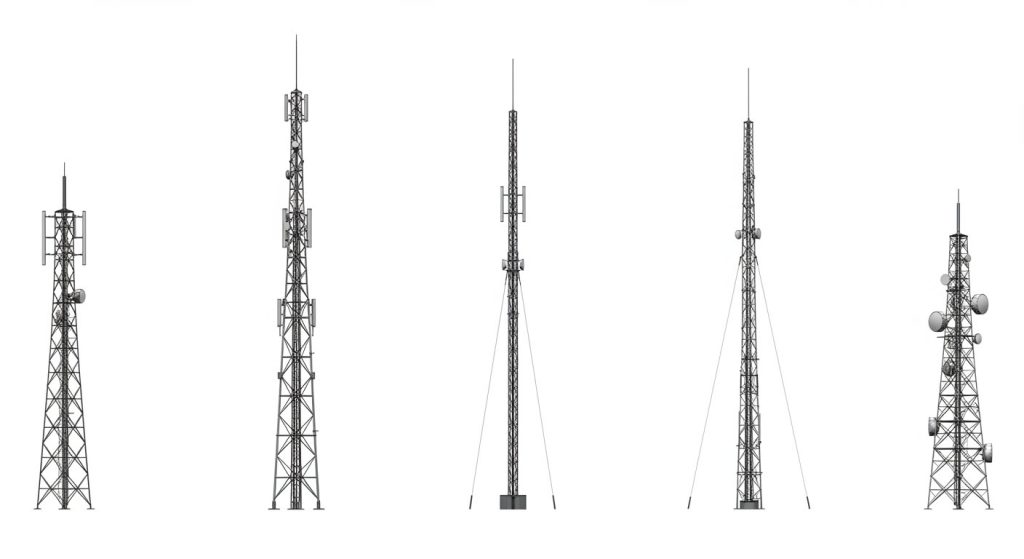
1. Обзор монопольных антенных башен
Монопольная антенная башня представляет собой отдельно стоящую или цилиндрическую или коническую башню с оттяжками, обычно изготовленную из стали, высотой от 15 до 60 метров. По сравнению с решетчатыми башнями, монополи имеют ряд преимуществ:
- Более эстетичный, подходит для городских условий
- Меньшая занимаемая площадь (типичный диаметр фундамента 3-6 метров)
- Более быстрая установка (обычно выполняется за 1-2 дня)
- Относительно низкие затраты на техническое обслуживание
Эти вышки широко используются в мобильной связи (4G/5G), радиовещании, экстренной связи и других областях, служа невидимыми, но важными столпами современного общества.
2. Подробный производственный процесс
1. Фаза проектирования: отправная точка
Изготовление монопольной антенной башни начинается с точных расчетов конструкции, от чего зависит успех всего проекта. Инженеры должны учитывать:
Расчеты конструкций:
- Определение высоты башни и грузоподъемности в зависимости от требований клиента
- Проведение анализа напряжений с помощью программного обеспечения для анализа методом конечных элементов
- Разработка методов сегментации башен и соединений
Факторы окружающей среды:
- Расчет ветровой нагрузки (на основе максимальной скорости ветра за 50 лет)
- Сейсмическое проектирование (в соответствии с рейтингами местных сейсмических зон)
- Учет нагрузки на лед (особенно важно в холодных регионах)
Программное обеспечение для проектирования:
В современном проектировании башен обычно используется специализированное программное обеспечение для расчета конструкций, такое как:
- PLS-БАШНЯ
- башня
- ЭНСИС
- SAP2000
Эти программные пакеты могут моделировать работу башни в различных экстремальных условиях, обеспечивая надежность конструкции.
2. Подготовка материала: основа качества
Выбор стали:
В монопольных башнях в основном используется высокопрочная низколегированная конструкционная сталь, распространенные марки включают:
- Q345B (китайский стандарт)
- ASTM A572 Класс 50 (стандарт США)
- S355JR (европейский стандарт)
Толщина стали варьируется от 6 мм до 20 мм в зависимости от высоты башни и расчетных нагрузок.
Проверка материалов:
Вся поступающая сталь должна пройти строгие испытания:
- Анализ химического состава (с помощью спектрометров)
- Испытание механических свойств (испытания на растяжение, ударные испытания)
- Проверка допусков по размерам
Материалы для защиты от коррозии:
Материалы подготавливаются в соответствии с планом защиты от коррозии:
- Горячее цинкование: цинковые слитки, флюс и т.д.
- Системы окраски: грунтовка, промежуточный слой, финишный слой
3. Изготовление башен: прецизионная работа
Процесс резки:
- Использование станков плазменной или лазерной резки с ЧПУ на основе разработанных чертежей
- Точность резки в пределах ±1 мм
- Подготовьте скосы для последующей сварки
Процесс формования: Для конических профилей:
- Использование больших прокатных станков для конической формовки
- Достижение кривизны конструкции за счет прогрессивного изгиба
- Проверьте точность формования с помощью шаблонов
Для прямых участков:
- Используйте большие листогибочные прессы
- Убедитесь, что погрешность округлости составляет менее 0,2% от диаметра
Сварка и сборка:
- Используйте автоматическую дуговую сварку под флюсом для продольных швов
- Использование позиционеров для обеспечения оптимальных положений сварки
- Строгий контроль подводимого тепла для предотвращения искажений
- Очищайте шлак сразу после каждого прохода сварки
Типичные параметры сварки:
| Диапазон параметров | |
|---|---|
| Ток | 280-350А |
| Напряжение | 28-32 В |
| Скорость | 25-35 см/мин |
| Тепловложение | 15-25 кДж/см |
Процесс выпрямления:
- Используйте гидравлические правильные машины для коррекции деформации при сварке
- Убедитесь, что округлость сечения соответствует требованиям
- Контроль плоскостности фланца в пределах 0,5 мм/м
4. Обработка поверхности: долгосрочная защита
Дробеструйная очистка:
- Используйте стальную крошку или дробь для подготовки поверхности
- Достижение чистоты Sa2.5
- Шероховатость поверхности 40-80μм
Горячее цинкование:
- Процесс: обезжиривание → травление → флюсование → сушка → цинкование → охлаждение
- Толщина цинкового покрытия ≥85 мкм (600 г/м²)
- Температура цинкования контролируется на уровне 445-465°C
Система окраски (альтернатива):
- Высокообогащенная цинком эпоксидная грунтовка (DFT 60-80μm)
- Промежуточный слой из эпоксидной слюды (DFT 100-150μm)
- Полиуретановое финишное покрытие (DFT 50-70μm)
5. Контроль качества: стремление к совершенству
Контроль размеров:
- Использование лазерных дальномеров для проверки диаметров сечений
- Использование тахеометров для проверки прямолинейности и вертикальности
- Проверьте положение отверстий под болты фланца
Неразрушающий контроль:
- Ультразвуковой контроль (УЗК) для основных сварных швов
- Магнитопорошковый контроль (МП) для критических соединений
- Рентгеновский контроль (ОТ) для отбора проб (при необходимости)
Проверка покрытия:
- Используйте толщиномеры покрытия для измерения толщины цинка или краски
- Испытание на адгезию покрытия с поперечным разрезом
- Испытания образцов в солевом тумане
6. Транспортировка и установка: безопасность прежде всего
Секционные перевозки:
- Определение длины секций в зависимости от дорожных условий (обычно 6-12 м)
- Используйте специальные транспортные рамы для предотвращения деформации
- Установите предупреждающие знаки для ночного транспорта
Установка в полевых условиях:
- Осмотр фундамента:
- Проверка выравнивания фундамента (≤1/1000)
- Проверка положения анкерных болтов
- Измерьте прочность фундамента (≥75% от расчетной прочности)
- Сборка башни:
- Используйте большие краны (50-300 тонн в зависимости от высоты)
- Устанавливайте секции последовательно снизу вверх
- Используйте высокопрочные болты (крутящий момент в соответствии с проектом)
- Вертикальное выравнивание:
- Монитор с двумя теодолитами под углом 90°
- Контроль вертикального отклонения в пределах H/1500
- Использование прокладок для окончательной регулировки
- Электромонтаж:
- Установка креплений для антенны
- Установка опор питающей линии
- Установка системы молниезащиты
- Установите систему заземления (сопротивление заземления ≤10 Ом)
3. Основное оборудование и материалы
Основное производственное оборудование
Центр металлообработки:
- Системы плазменной резки с ЧПУ (например, Hypertherm XPR300)
- Большие прокатные станки (макс. толщина 20 мм)
- Гидравлические листогибочные прессы (1000 тонн)
Сварочные системы:
- Автоматическая дуговая сварка под флюсом Lincoln Electric
- Сварочное оборудование ESAB MIG/MAG
- Сварочные позиционеры (грузоподъемность 10 тонн)
Линии обработки поверхности:
- Автоматические дробеструйные установки
- Котлы горячего цинкования 13 м
- Системы безвоздушного распыления
Расход основного материала
Конструкционные материалы:
- Стальные пластины Q345B (δ6-20 мм): ~5-15 тонн (в зависимости от высоты)
- Высокопрочные болты (марка 10,9): 200-500 комплектов
- Фланцевые соединения: 2 комплекта на секцию
Материалы для защиты от коррозии:
- Цинковые слитки: ~1-2 тонны (для цинкования)
- Или системы окраски: ~200-400 кг (для покраски)
4. Тенденции отрасли
- Модульная конструкция: предварительно собранные модули сокращают время работы в полевых условиях
- Интеллектуальный мониторинг: встроенные датчики для мониторинга состояния конструкций в режиме реального времени
- Экологичные покрытия: развитие технологий пассивации без хрома
- Композитные материалы: испытание материалов FRP для снижения веса
- Цифровое производство: BIM-технология для оптимизации жизненного цикла
Заключение
Производство монопольных антенных башен — это многопрофильная область, объединяющая структурную инженерию, материаловедение и производственные технологии. От точных расчетов конструкции до строгих производственных процессов, от строгого контроля качества до безопасных процедур монтажа — каждый шаг отражает суть современной инженерии. С широкомасштабным развертыванием сетей 5G спрос на монопольные антенные башни будет продолжать расти, а технологии их производства будут продолжать внедряться в инновации, чтобы поддерживать строительство более интеллектуальной и эффективной коммуникационной инфраструктуры.
Привет, я Чуньцзянь Шу
"X.Y. Tower: Надежные, инновационные решения для высококачественных башен и электрооборудования с профессиональным сервисным обслуживанием.